- 1
- 2
- 3
- 4
- 5
- . . .
- последняя (24) »
А·ч (ампер·часам). Таким образом, от протекания 1 А·ч согласно закону Фарадея выделяется:
1 : 26,8 = 0,0373 (г·экв)
Расчет количества различных металлов, выделяемых 1 А·ч, приведен в таблице 1.
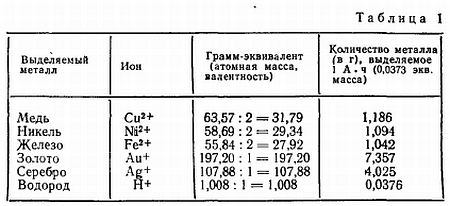
При пользовании этой таблицей для определения количества металла, выделяющегося при определенной силе тока за какой-либо отрезок времени, надо умножить величину, взятую из последней колонки, на силу тока в амперах и на время электролиза в часах. Так, например, для определения количества меди, выделяющейся на катоде при силе тока 8 А за 3 ч электролиза, необходимо перемножить числа: 1,186·8·3 = 28,464 г. Таким образом, при непрерывной длительности электролиза масса отложившегося металла зависит от силы тока. Сила тока, отнесенная к единице поверхности электрода, называется плотностью тока; она измеряется в амперах на квадратный дециметр (А/дм2). Ввиду того, что плотность электролитической меди составляет 8,9 г/см3, в приведенном примере будет выделено 28,464: 8,9 = 3,18 г/см3. Если мы разделим это число на площадь поверхности изделия (например, в данном случае она равна 1 дм2, т. е. 100 см2), получим толщину отложенного слоя меди, в нашем примере 0,31 мм.
Рис. 2. Школьный электрораспределительный шит (ШЭ-56).
Для гальванопластических работ, производимых в домашних условиях, могут применяться аккумуляторы или жидкостные гальванические элементы типа Лекланше, Даниэля и др. Для регулирования силы тока, которая определяется в 1–2 А на 1 дм2 (и называется плотностью тока)[1], применяют ползунковые или водяные реостаты. Для измерения силы тока устанавливают амперметр постоянного тока, а для наблюдения за напряжением — вольтметр (смотри схему гальванопластической установки рис. 3).
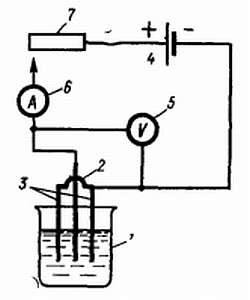
Рис. 3. Схема гальванопластической установки: 1 — ванна; 2 — анод; 3 — катоды-формы для наращивания меди; 4 — источник постоянного тока; 5 — вольтметр; 6 — амперметр: 7 — реостат.
Форму и медный электрод (анод) подвешивают в ванну на подвесках, медный электрод — на медном или латунном проволочном крючке так, чтобы отверстие в электроде и крючок не касались электролита во избежание разъедания крючка. Форма подвешивается на медной или латунной проволоке на расстоянии 15–20 см от электрода. Электродом, соединенным с положительным полюсом источника (анодом), для медной гальванопластической ванны служит медная пластина толщиной от 3–4 мм и больше[2]. Электродом, к которому присоединяется отрицательный полюс постоянного источника тока (катодом), служит форма. Форму из воска или гипса предварительно делают электропроводной, покрывая слоем, проводящим электрический ток, — графитом; этот слой и присоединяют к отрицательному полюсу. Слой графита соприкасается с проложенной проволокой.
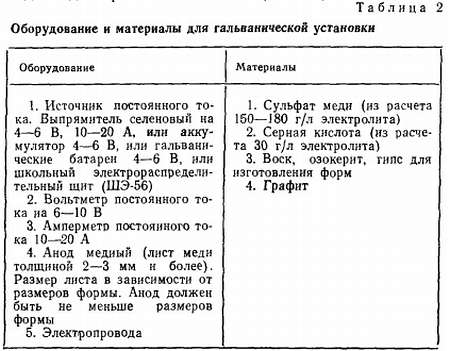
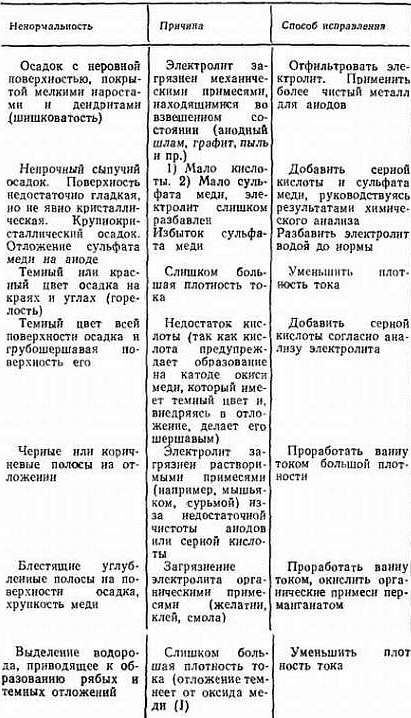
Таблица 3. Отклонения, наблюдаемые при работе медного электролита, и меры их устранения
Кроме сульфата меди и серной кислоты, для повышения качества гальванонластической меди применяют добавки, например спирт в количестве 8—10 г/л. Добавка спирта значительно улучшает качество меди, делая ее мелкокристаллической, более твердой и упругой. Добавку спирта вводят не более нормы, так как большое количество добавки делает медь хрупкой. Иногда в электролит могут попадать примеси в виде органических веществ, вредно влияющих на работу электролита. К таким веществам относятся клей, некоторые сорта резины и пр. Для устранения органических примесей подогретый электролит окисляют перманганатом калия
При пользовании этой таблицей для определения количества металла, выделяющегося при определенной силе тока за какой-либо отрезок времени, надо умножить величину, взятую из последней колонки, на силу тока в амперах и на время электролиза в часах. Так, например, для определения количества меди, выделяющейся на катоде при силе тока 8 А за 3 ч электролиза, необходимо перемножить числа: 1,186·8·3 = 28,464 г. Таким образом, при непрерывной длительности электролиза масса отложившегося металла зависит от силы тока. Сила тока, отнесенная к единице поверхности электрода, называется плотностью тока; она измеряется в амперах на квадратный дециметр (А/дм2). Ввиду того, что плотность электролитической меди составляет 8,9 г/см3, в приведенном примере будет выделено 28,464: 8,9 = 3,18 г/см3. Если мы разделим это число на площадь поверхности изделия (например, в данном случае она равна 1 дм2, т. е. 100 см2), получим толщину отложенного слоя меди, в нашем примере 0,31 мм.
Гальваническая установка и режим работы
Гальванопластические работы производят в сосудах-ваннах, имеющих обычно прямоугольную форму. Но могут использоваться сосуды и других геометрических форм. Емкость сосудов-ванн определяется объемом тех предметов, которые репродуцируют. Для снятия копии с медалей могут использоваться стеклянные цилиндрические банки емкостью 4–5 л, а при репродуцировании небольших барельефных работ — 10–20 л. Для ванн могут применяться не только стеклянные сосуды, но и керамические — глазурованные, пластмассовые, в частности коробки от аккумуляторов, а также деревянные ящики, прочно покрытые горячим битумом, сварные из листовой пластмассы винипласта. Для электролиза в гальванотехнике применяют постоянный ток низкого напряжения, обычно от 3 до 6 В. Для получения постоянного тока можно пользоваться селеновыми или купроксными выпрямителями, а также выпрямителями тока на диодах. Для школьных условий может быть рекомендован выпрямитель школьного электрораспределительного щита (рис. 2).
Рис. 2. Школьный электрораспределительный шит (ШЭ-56).
Для гальванопластических работ, производимых в домашних условиях, могут применяться аккумуляторы или жидкостные гальванические элементы типа Лекланше, Даниэля и др. Для регулирования силы тока, которая определяется в 1–2 А на 1 дм2 (и называется плотностью тока)[1], применяют ползунковые или водяные реостаты. Для измерения силы тока устанавливают амперметр постоянного тока, а для наблюдения за напряжением — вольтметр (смотри схему гальванопластической установки рис. 3).
Рис. 3. Схема гальванопластической установки: 1 — ванна; 2 — анод; 3 — катоды-формы для наращивания меди; 4 — источник постоянного тока; 5 — вольтметр; 6 — амперметр: 7 — реостат.
Форму и медный электрод (анод) подвешивают в ванну на подвесках, медный электрод — на медном или латунном проволочном крючке так, чтобы отверстие в электроде и крючок не касались электролита во избежание разъедания крючка. Форма подвешивается на медной или латунной проволоке на расстоянии 15–20 см от электрода. Электродом, соединенным с положительным полюсом источника (анодом), для медной гальванопластической ванны служит медная пластина толщиной от 3–4 мм и больше[2]. Электродом, к которому присоединяется отрицательный полюс постоянного источника тока (катодом), служит форма. Форму из воска или гипса предварительно делают электропроводной, покрывая слоем, проводящим электрический ток, — графитом; этот слой и присоединяют к отрицательному полюсу. Слой графита соприкасается с проложенной проволокой.
Состав электролита и его приготовление
Медный электролит для гальванопластических работ приготовляют на основе кристаллогидрата сульфата меди CuSО4·5H2О с добавкой серной кислоты H2SО4, повышающей электропроводность. Для приготовления медного электролита отвешивают сульфата меди из расчета на 1 л воды 150–180 г. Растворение сульфата меди лучше всего вести в горячей или теплой воде. После полного охлаждения раствора и доведения его до комнатной температуры электролит фильтруют через ткань и затем в него осторожно вливают серную кислоту. Серную кислоту следует вливать медленно, тонкой струей, во избежание быстрого разогревания электролита и разбрызгивания, что может вызвать тяжелые ожоги. В медных сульфатных ваннах содержание серной кислоты поддерживают в пределах 30–35 г/л. Растворимость сульфата меди значительно снижается с увеличением содержания серной кислоты. При наличии повышенного содержания сульфата меди он выкристаллизовывается на стенках ванны и, что хуже, на аноде, затрудняя процесс электролиза. Избыток серной кислоты в ванне вызывает хрупкие и недоброкачественные отложения меди из-за включения водорода, интенсивно выделяющегося на катоде, особенно при работе с повышенными плотностями тока. При недостаточной концентрации серной кислоты в электролите образуется рыхлый и пористый осадок меди, непригодный для практических целей (табл. 3).
Таблица 3. Отклонения, наблюдаемые при работе медного электролита, и меры их устранения
Кроме сульфата меди и серной кислоты, для повышения качества гальванонластической меди применяют добавки, например спирт в количестве 8—10 г/л. Добавка спирта значительно улучшает качество меди, делая ее мелкокристаллической, более твердой и упругой. Добавку спирта вводят не более нормы, так как большое количество добавки делает медь хрупкой. Иногда в электролит могут попадать примеси в виде органических веществ, вредно влияющих на работу электролита. К таким веществам относятся клей, некоторые сорта резины и пр. Для устранения органических примесей подогретый электролит окисляют перманганатом калия
- 1
- 2
- 3
- 4
- 5
- . . .
- последняя (24) »